
济南德创数控机械有限公司
专注全套塑钢、中空玻璃、断桥铝门窗加工设备
作者:德创数控 内容来源:济南门窗加工设备 发布时间:2018-11-15 10:50:15 浏览次数:181
在上文中,德创数控为大家讲述了组框组角机的工作原理,现在德创数控在为大家具体的分析一下这款济南门窗加工设备的整机设计,包括组框组角机的机体设计、组框机构的设计以及组角机构的设计。
1.济南德创:门窗加工设备--组框组角机的机体设计
组框组角机的机体属焊合结构件。实践证明,机体在不同工况下的受力分析是设计中不可忽视的重要环节。具有高可靠性的组框组角机,无论是在使用过程中还是在运输过程中,都不应产生变形。在设计中,我们运用有限元分析技术进行计算机辅助设计,通过不同机体结构的类比、分析优化设计,以试验结果评审设计方案,大大提高了产品的性能和质量,缩短了开发周期,提升了产品设计开发的成功率。为了消除内应力的周期性释放,我们对机体焊接后采取整体热处理,彻底消除残余应力。为满足整机运动灵活和运动精度,机体做到设计、工艺、装配基准三统一,使产品的装框精度、铆角受力后对角线精度等关键参数,均达到很好。
2.组框机构的设计
光伏组件的工艺要求决定组框组角机构的设计基础,当采用组框的同时实现组角工艺时(俗称铆角工艺),其角件与型材腔为间隙配合,其预留间隙在0.2~0.5mm的控制范围,长、短边的组框机构轴向负载几乎为零,此时机构仅克服其运动摩擦阻力。而采用非间隙角件与型材腔过盈配合装框时(无需铆角),角件与型腔的过盈量一般控制在0.5~0.7mm(柱状四铆点)范围。设计时,其负载动力的选择范围一般为9800~14000N。
SWZ系列组框机构的设计兼顾了过盈与非过盈型材两种组框工艺,由液压系统驱动长、短边组框,组框负载力随工艺条件的变化而自动控制。
值得一提的是,该机组框时型材的受力面与施力点呈水平布局,如图2所示。这种设计完全避免了装框时其反作用力而产生的组角板外倾变形的可能,大大提高合缝精度的可靠性。
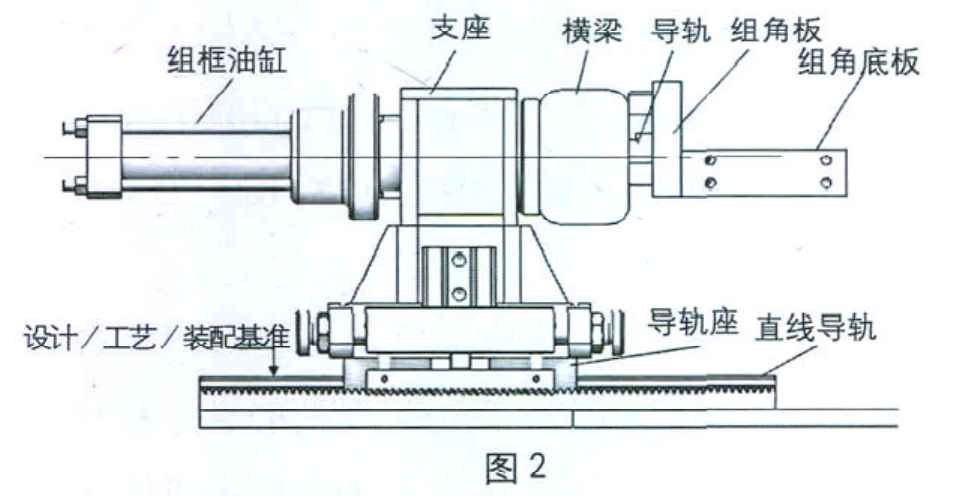
此外,该机构中的长、短边横梁与机体加工平面呈平行状态,其上端铺设直线导轨,与组角板构成同一基准下的传输平面,使四组组角底板沿纵、横方向同步运动,实现组件共面性要求,确保边框四个90¡角的控制精度,达到边长及对角线精度标准。
3.济南德创:门窗加工设备--组角机构的设计
SWZ系列组角机构是采用整体底板为单元支撑平面,组角油缸安装在底板滑道上,组角时油缸体沿滑道带动组角刀运行,完成铆角的往复运动(见图3)。该机构很大特点是,创新设计了铆角作用力作用于组角体自身的受力特点,铆角时长、短边横梁及其相对应装置不遭受铆角力频繁冲击。
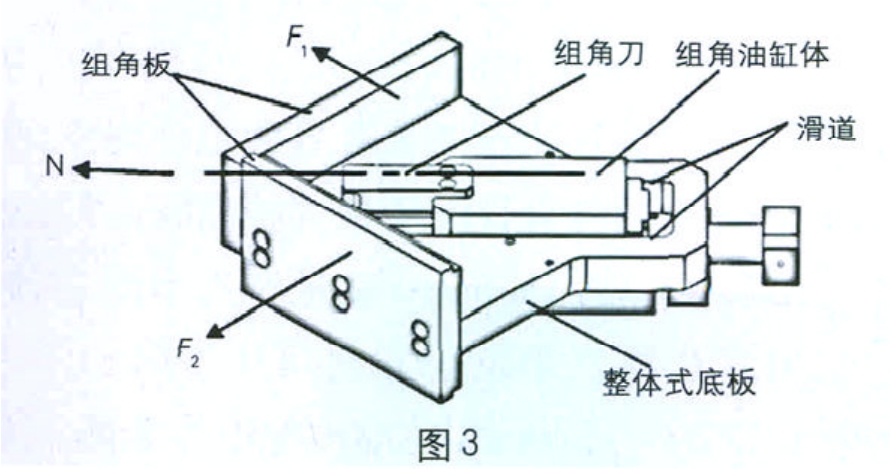
这种设计要点摆脱相关制件约束,为确保合框运动长期反复位移状态下,不降低组框铆角精度等创造了必要条件。与此同时,组件不受组角机构工作时所产生作用力变形影响,有效控制成品件废品的产生。
当采用非铆角工艺时,可将组角刀拆下,切换工作状态,便可进入过盈角件的组框。
文章来源:http://www.mcscsb.com/hyzx/154.html ,转载请注明出处。济南德创数控机械有限公司
统一咨询电话
联系邮箱:1204290442@qq.com
公司网址:www.mcscsb.com
联系地址:济南市历城区七里河路2-9号

 扫描快速访问手机网站
扫描快速访问手机网站  扫描微信联系我们
扫描微信联系我们 Copyright © 2018-2021 济南德创数控机械有限公司 版权所有 鲁ICP备18039891号-1 技术支持:卓博科技


